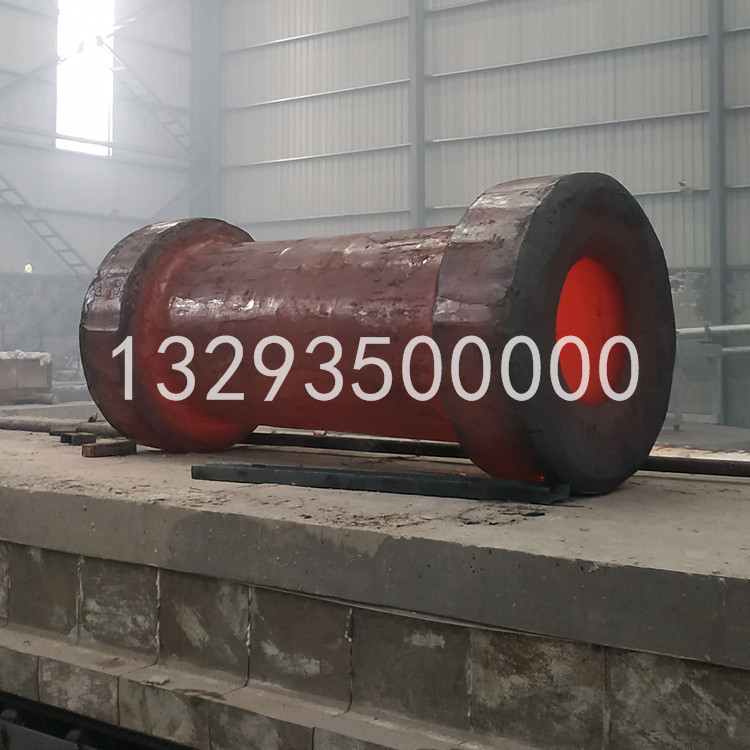
鍛件的鍛造一般都在水壓機上進行,且多屬于自由鍛造。接下來我們來看看筒形鍛件自由鍛造的主要工序有:
1.拔長。減小坯料的橫截面而增加其長度的鍛造工序稱為拔長。拔長是鍛造軸類、連桿及其他具有較長軸心線件的主要工序。拔長可在上、下平砧,上平、下V形砧及上、下V形砧上進行。
拔長工序的工藝要點:
(1)為了保持筒形鍛件表面質量,送進量應小于等于砧寬W的0.75倍。
(2)為了不產生重皮、折疊,送進量應大于、等于單面壓下量。
(3)為了使筒形鍛件內部產生足夠的變形,相對送進量應小于等于0.7,大于等于0.5,同時主要拔長階段應有足夠大的壓下量。
2.鐓粗。縮小坯料高度增大橫截面尺寸的鍛造工序稱鐓粗。在坯料上某一部分進行的鐓粗稱為局部鐓粗。
鐓粗可破壞鑄態樹枝狀組織。拔長前的鐓粗,不僅可以提高拔長比,還可以減小筒形鍛件力學性能的異向性。對于含有過剩碳化物的鋼,鐓粗和拔長聯合使用,可破碎碳化物并使其均勻化。鐓粗是合理鍛造圓盤類、齒輪類、餅形鍛件的必經工序。空心類鍛件,在沖孔前必須進行鐓粗,以增大坯料橫截面積和平整坯料端面。
水壓機上鐓粗,通常可以在下墩粗盤、上球面鐓粗進行帶鉗把鐓粗;在上下板間鐓粗及在漏盤上進行局部鐓粗。
鐓粗工序的工藝要點:
(1)普通鋼錠和合金鋼鋼錠,鐓粗前必須倒棱。
(2)鐓粗前坯料在高溫下應充分保溫,使其溫度均勻一致,以免鋼錠中心偏移使鍛件質量變壞。
(3)鐓粗前坯料的高徑比不應超過2.5-3.0,***好控制在2.0-2.2之間。
3.沖孔。在坯料中沖出透孔或盲孔的工序叫沖孔。
沖孔是鍛制空心鍛件的必要工序。孔徑在400mm以下的孔用實心沖子,大于400mm時多用空心沖子沖孔。沖孔可使鋼錠缺陷聚集的心部沖掉,從而改善了空心鍛件的質量。 用空心沖子沖孔的效果顯然要比實心的好,故大孔多用空心沖子沖孔。
4.馬杠擴孔。減小空心坯料的壁厚,使其內外徑同時增大的工序稱為馬杠擴孔。
5.芯棒拔長。減小空心坯料的壁厚,使其長度增大的工序稱芯棒拔長。
以上是自由鍛造的工序,我們山西鍛造廠家有任何關于鍛造的資訊,歡迎大家前來咨詢,我們會積極為您解答,我廠是鍛造加工鍛件的廠家,歡迎大家與我廠進行合作。
 咨詢電話:13293500000
咨詢電話:13293500000


 全國免費客服電話
13293500000
全國免費客服電話
13293500000