 咨詢電話:13293500000
咨詢電話:13293500000
咨詢電話:13293500000
咨詢電話:13293500000


 全國免費客服電話
13293500000
全國免費客服電話
13293500000
郵箱:13293500000@163.com
手機:13293500000
電話:0350-6068888
地址:中國山西
不銹鋼鍛件的支承輥進行快速差溫加熱之前需要預熱,將支承輥裝入臺車爐進行500-600℃的整體預熱。預熱時間應能保證輥身內外溫度均勻一致,使整個輥身截面進入塑性狀態,方能承受
用模鑄鋼錠制各種鋼材首先要在初軋機上開坯,將鋼錠軋制成板坯或方坯。大型初軋機一般為單機架,個別為雙機架。大型不銹鋼鍛件初軋機一般為兩輥軋機,由電機、減速器通過軋輥
共滲層內氮含量存在***適宜范圍,低于其下限時滲層表面會出現非馬氏體組織,若高于上限,則出現“黑相”等表面缺陷,這些都會降低不銹鋼鍛件的使用性能。較適宜的碳氮含量應根
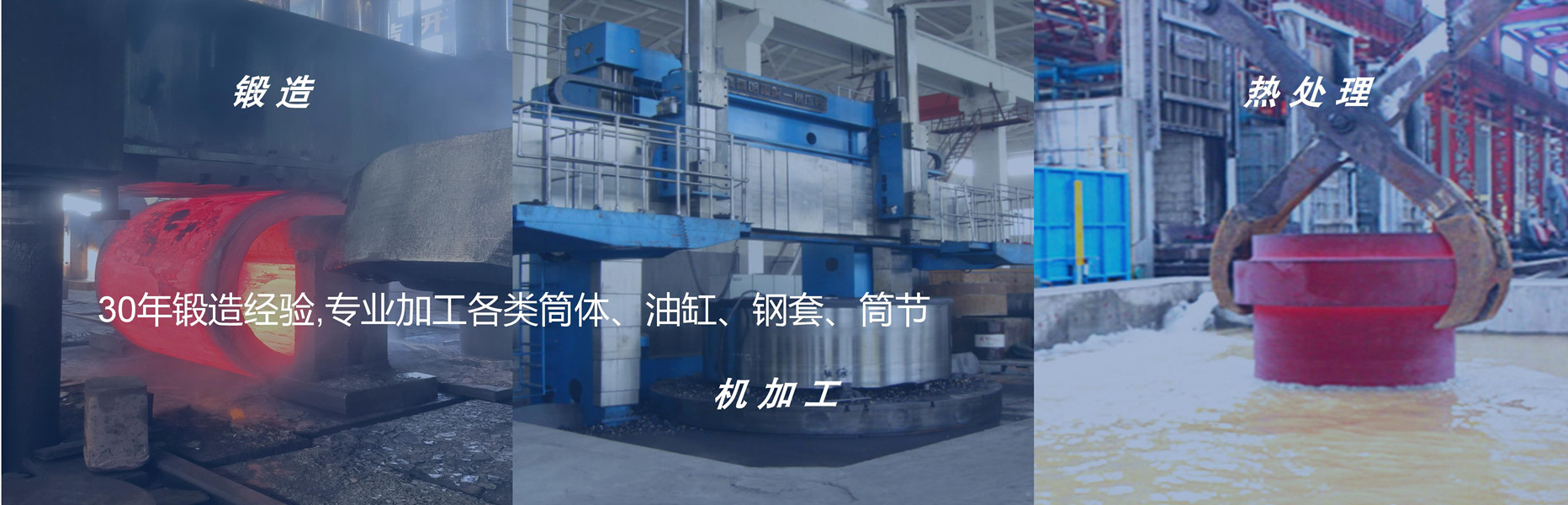
不銹鋼鍛件的滲碳工藝和操作包括下列部分組成。各部分的內容和小件滲碳大同小異,但卻有很多大鍛件具有的特殊性。
不銹鋼鍛件表面淬火和普通中小鍛件表面淬火一樣,均需進行常規的質量檢驗,其內容包括:1.表面硬度;2.淬硬層深度;3.外觀宏觀檢查(裂紋、變形、燒損等);4.金相。
服務熱線

